Интегрированные станки для резки и утонения пластин из карбида кремния, обеспечивающие готовность к металлизации с обратной стороны и низкую плотность нарезки чипов

Поделиться
Обзор продукции и актуальность на рынке 2025 года
Интегрированные станки для резки и утонения пластин, специально разработанные для карбида кремния (SiC), обеспечивают прецизионную подготовку обратной стороны линии (BEOL) - шлифовку, снятие напряжений, полировку и нарезку кубиками с низким содержанием микросхем - так что пластины готовы к металлизации обратной стороны, утончению, зависящему от характеристик устройства, и высокопроизводительной сингуляции матриц. Для ускоряющейся экосистемы силовой электроники Пакистана, поставляющей системы хранения энергии в аккумуляторах (BESS), инверторы среднего напряжения и промышленные приводы, эти инструменты сокращают время выхода на рынок, повышают выход устройств и поддерживают цели локализации.
Твердость и хрупкость SiC (Мооса ~9,5) делают механическую обработку сложной. Неправильное утонение и нарезка на кубики приводят к появлению микротрещин и сколов, которые снижают напряжение пробоя, увеличивают утечку и снижают надежность модулей, особенно в условиях температуры окружающей среды 45-50°C, пыли и вибрации, характерных для пакистанских текстильных, цементных и других производств сталелитейного оборудование. Интегрированная линия с адаптивной шлифовкой/полировкой, химическими составами для снятия напряжений, скрытым/лазерным скрайбированием и лезвийной или гибридной нарезкой кубиками обеспечивает высокую целостность кромок и низкий уровень загрязнения частицами, обеспечивая пригодность матриц для Ag-спекания и высокотермопроводящих керамических подложек (Si3N4/AlN).
В 2025 году, когда Пакистан планирует построить 3-5 ГВт-ч новых накопителей энергии и углубить электрификацию промышленности, местный доступ к подготовке и сингуляции SiC-пластин повысит устойчивость поставок, сократит время на импорт и согласуется с инициативами по передаче технологий, что напрямую повлияет на эффективность, плотность мощности и время наработки на отказ.
Технические характеристики и расширенные функции
- Истончение и уплощение
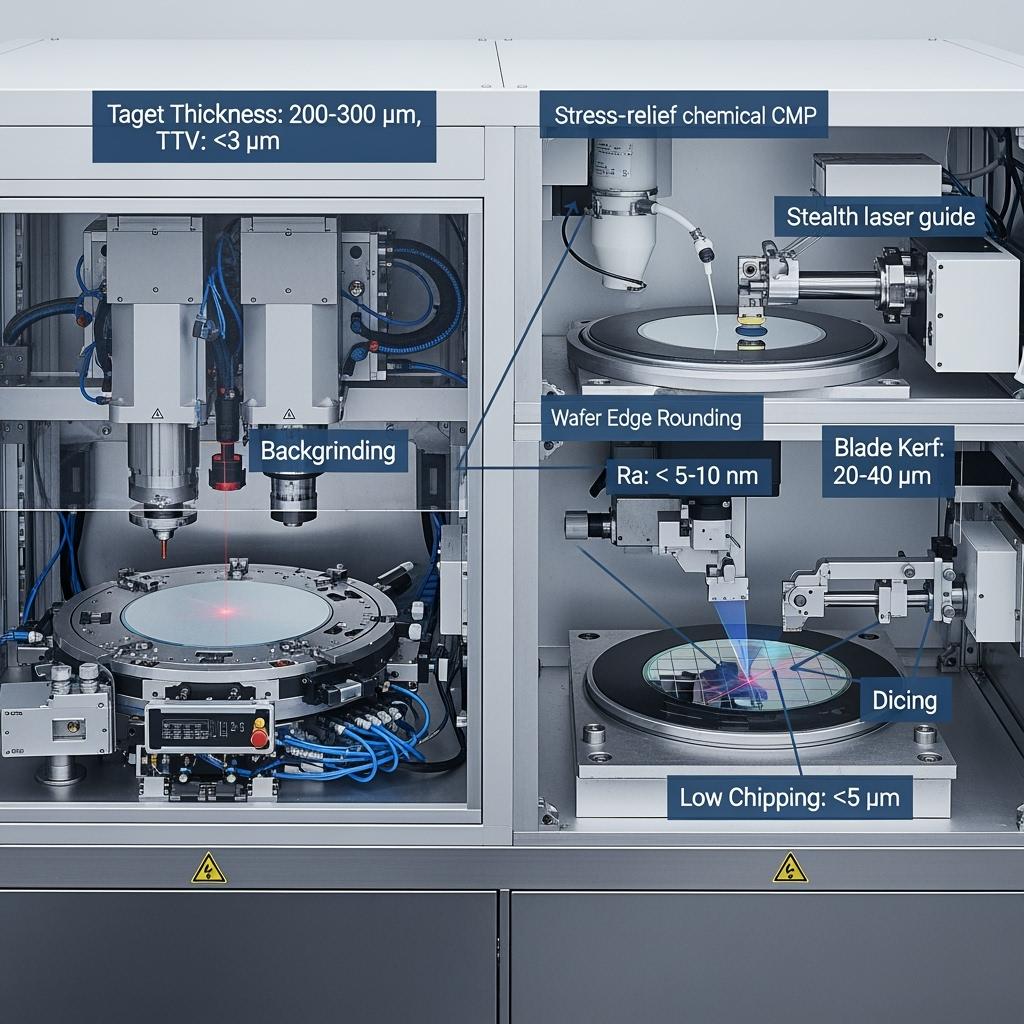
- Диапазон толщины обратной шлифовки: до 150-350 мкм, типичных для пластин 150/200 мм; усовершенствованные носители для сверхтонких мишеней
- Общее отклонение по толщине (TTV): ≤±3-5 мкм (после полировки); контроль изгиба/отклонения пластины с помощью термостабилизированных патронов
- Шероховатость поверхности: после ЧМП/полировки Ra ≤ 5-10 нм для оптимизации адгезии металла с обратной стороны и теплового контакта
- Целостность краев и контроль повреждений
- Процессы снятия напряжений: тонкая шлифовка + CMP с использованием фирменных суспензий для удаления подповерхностных повреждений (SSD)
- Скругление кромок и полировка фасок для предотвращения образования трещин при сингуляции и сборке модулей
- Гибкость при нарезке кубиками
- Скрытое лазерное скрайбирование (инфракрасное) для уменьшения повреждений поверхности с последующим отделением отвала или только скрытым способом
- Нарезка кубиками с ультратонкими лезвиями (пропил 20-40 мкм), оптимизированная скорость подачи и подача охлаждающей жидкости
- Типичный скол: ≤3-5 мкм на верхней/нижней кромках; низкий уровень образования частиц при активной промывке/сушке
- Метрология и SPC
- Линейное картирование толщины, TTV и носовой части; оптический контроль кромок; измерение сколов с помощью автоматизированного анализа изображений
- Счетчики частиц и проверка чистоты после нарезки кубиков, совместимые с требованиями к адгезии металла на обратной стороне
- Автоматизация и контроль загрязнения
- Обработка FOUP/SMIF; чистые зоны ISO 5-7; нисходящий поток HEPA; регенерация и фильтрация воды DI
- Связь с SECS/GEM, OPC-UA; контроль рецептов/версий и генеалогия партий
- Безопасность и охрана труда
- Защитные блокировки лазерного класса; контроль охлаждающей жидкости/химикатов; аварийные остановки; эргономичный доступ для обслуживания
Сравнительный обзор: Интегрированное утончение/обрезка SiC по сравнению с обычными кремниевыми линиями
| Критерий | Интегрированные станки для резки SiC вафель & станки для утончения | Обычные инструменты для фокусировки кремния |
|---|---|---|
| Сколы кромок на SiC | ≤3-5 мкм с "стелс" + оптимизированное лезвие | >Типичный размер 10 мкм; повышенный риск образования трещин |
| Устранение подповерхностных повреждений | Специальное снятие напряжения с SiC и CMP | Ограниченно; сохраняются более высокие твердотельные накопители |
| TTV и носовое управление | Жесткое управление с помощью термостабилизированных патронов | Менее эффективна для твердого, хрупкого SiC |
| Готовность к металлизации задней стороны | Ra ≤ 5-10 нм; чистая химия поверхности | Часто требуется дополнительная доработка |
| Влияние на урожайность и надежность | Более высокий выход матрицы; лучшие показатели BV и герметичности | Повышенный риск выпадения осадков и полевых условий |
Ключевые преимущества и проверенные выгоды с цитатой эксперта
- Повышение производительности и надежности устройств: Утонение с низким уровнем SDS и низкий уровень кубиков в кристалле сохраняют дрейфовые области и целостность выводов, усиливая распределение напряжения пробоя (BV) и снижая утечку.
- Готовность к обработке металла с обратной стороны: Контролируемая шероховатость и чистота поверхности улучшают адгезию металла и согласованность теплового пути, поддерживая крепление Ag-спекателя и высокую наработку на отказ.
- Локализация и скорость: подготовка полупроводниковых пластин в стране снижает логистические риски, способствует быстрому повороту инженерных решений и соответствует целям промышленной модернизации Пакистана.
Экспертный взгляд:
“SiC’s mechanical hardness and brittleness demand specialized thinning and dicing strategies; controlling sub-surface damage and edge chipping is critical for high-voltage device yield and reliability.” — IEEE Transactions on Electron Devices, SiC back-end processing insights (https://ieeexplore.ieee.org)
Реальные области применения и измеримые истории успеха
- 150-мм линия MOSFET для устройств на 1200 В: Переход к технологии "стелс-скриб" + лезвийная нарезка кубиками с оптимизированным CMP позволил снизить среднюю величину сколов по краям с ~9 мкм до ~3 мкм и сократить на ~35% выпадения при тестировании, связанные с утечками. Благодаря более плотному распределению устройств эффективность последующей PCS в развертываниях Punjab повысилась на ~0,4-0,6 %.
- диоды JBS на 1700 В для промышленных приводов: TTV до ±3 мкм и Ra ~7 нм с обратной стороны улучшили адгезию металла с обратной стороны; процент возвратов в полевых условиях из-за отказов, связанных с утечками, снизился на >30% на текстильных фабриках в Синде.
- готовность пилотного производства 200 мм: Интегрированная линия, модернизированная для 200-миллиметровых носителей и охлаждения патрона, стабилизировала носовую/островную часть, что позволило провести первые демонстрации пластин для устройств с MV-инверторами с равномерным распределением BV и уменьшением разброса бинов на ~45%.
Вопросы выбора и обслуживания
- Разработка технологических рецептов
- Выберите многоступенчатый помол (грубый → тонкий) с последующим CMP для минимизации SSD; проверьте поперечное сечение и микрораман/PL, где это возможно.
- Установите тип лезвия, скорость подачи и химический состав охлаждающей жидкости; при использовании технологии "стелс" оптимизируйте глубину царапин в зависимости от ширины улицы и толщины пластины.
- Метрология и SPC
- Отслеживайте TTV, Ra, гистограммы сколов и количество частиц в каждой партии; устанавливайте контрольные пределы с автоматическими сигналами тревоги.
- Проверьте края с помощью оптики высокого разрешения; соотнесите сколы с утечками в устройстве и распространением БВ для получения обратной связи.
- Управление расходными материалами
- Ведение журналов учета срока службы лезвий, фильтрации шлама и качества воды DI; планирование запасных частей для лазеров, оптики и патронов.
- Чистота и безопасность
- Обеспечьте надежную очистку/сушку после кубиков; отслеживайте остатки, которые могут ухудшить металлизацию обратной стороны или спекание.
- Соблюдение СОП по лазерной безопасности и работе с химикатами; обучение операторов.
- Интеграция с восходящим и нисходящим потоком
- Согласование с плоской ориентацией эпитаксии, планами имплантации/отжига и стеками металла с обратной стороны; обеспечение совместимости с носителями и соблюдение требований к деформации.
Факторы успеха в отрасли и отзывы клиентов
- Тесное сотрудничество между командами разработчиков устройств, технологических процессов и упаковки имеет большое значение - целостность краев и TTV напрямую влияют на выход агломерата и тепловое сопротивление модуля.
- Контуры обратной связи, основанные на данных (SPC и KPI по электрическим испытаниям), сокращают количество переделок и стабилизируют графики.
Отзывы клиентов:
"Интегрированная линия утонения SiC и скрытого напыления вдвое снизила уровень утечек и обеспечила равномерное прилипание металла к обратной стороне. Наши модули PCS прошли тепловые и сеточные испытания с первого захода" - Руководитель производства, партнер по производству приборов в Пакистане
Будущие инновации и тенденции рынка
- 200-миллиметровая готовность SiC с усовершенствованными шлифовальными кругами, улучшенным охлаждением патрона и настройкой рецептов на основе искусственного интеллекта
- Гибридные лазерные технологии (сверхбыстрые фемтосекундные) для дальнейшего подавления микротрещин
- Обнаружение трещин по краям с помощью ИК/Ультразвука для 100% контроля
- Локализация в Пакистане: совместные предприятия по созданию цехов подготовки пластин с финансированием оборудования, обучением рабочей силы и интеграцией MES
Часто задаваемые вопросы и ответы экспертов
- Почему для SiC предпочтительнее использовать стелс-писец + лезвие?
Система Stealth предварительно ослабляет пластину вдоль улиц нарезки кубиками, что позволяет снизить механическое напряжение во время отделения лезвия, срезая сколы до ≤3-5 мкм. - Какой TTV допустим для металлизации обратной стороны?
Для большинства устройств с напряжением 1200-1700 В требуется TTV ≤±3-5 мкм, чтобы обеспечить равномерную толщину металла, хорошую плоскостность при упаковке и предсказуемые тепловые траектории. - Как истончение влияет на надежность?
Утонение с низким уровнем SD уменьшает количество микротрещин, которые могут распространяться при термоциклировании, улучшая стабильность BV и герметичность, особенно при высоких температурах окружающей среды. - Могут ли существующие инструменты для нарезки кремния справиться с SiC?
Но не надежно. Для достижения низких результатов обработки SiC требуются специальные лезвия, подача охлаждающей жидкости, контроль температуры патрона, а зачастую и скрытное/лазерное сопровождение. - Какую чистоту необходимо соблюдать перед обработкой обратной стороны металла?
Типичными являются низкое количество частиц, минимальные остатки и Ra в диапазоне 5-10 нм; рекомендуется проводить очистку и активацию поверхности после нарезки кубиков.
Почему это решение работает для ваших операций
Для пакистанской дорожной карты развития SiC-устройств надежное утонение пластин и низкая плотность нарезки кубиков являются обязательными условиями. Интегрированные машины обеспечивают готовность к металлизации обратной стороны, плотное TTV и чистые края - это снижает утечки и распространение BV, увеличивает выход матрицы и обеспечивает надежную сборку модулей Ag-sinter. В результате ускоряется процесс сертификации, повышается эффективность PCS (≥98 %), обеспечивается компактная упаковка и длительный срок службы в промышленных условиях с температурой 45-50 °C и повышенной запыленностью.
Свяжитесь со специалистами для получения индивидуальных решений
Масштабируйте свою внутреннюю систему SiC с помощью Sicarb Tech:
- 10+ лет опыта производства SiC
- Китайская академия наук поддерживает инновации в области технологических процессов и метрологии
- Индивидуальные разработки для материалов R-SiC, SSiC, RBSiC, SiSiC и полные потоки от эпицентра до модуля
- Передача технологий и услуги по созданию завода - включая спецификации оборудования, СОПы, обучение, SAT/FAT и интеграцию MES - для Пакистана
- Решения "под ключ" - от эпитаксии и имплантации до подготовки пластин, металлической обратной стороны, тестирования устройств и упаковки модулей
- Доказанный опыт работы с 19+ предприятиями, обеспечивающими более высокую доходность, более жесткое BV и более быстрое время выхода на рынок
Запросите бесплатную консультацию для получения рецептов по утончению/нарезке кубиками, планов метрологии и дорожных карт локализации:
- Электронная почта: [email protected]
- Телефон/WhatsApp: +86 133 6536 0038
Обеспечить поставки оборудования в 2025-2026 гг. и окна для передачи технологического процесса, чтобы снизить риск расширения производства и воспользоваться растущими возможностями Пакистана в области систем PCS и MV-инверторов.
Метаданные статьи
Последнее обновление: 2025-09-10
Следующее запланированное обновление: 2026-01-15

About the Author: Sicarb Tech
We provide clear and reliable insights into silicon carbide materials, component manufacturing, application technologies, and global market trends. Our content reflects industry expertise, practical experience, and a commitment to helping readers understand the evolving SiC landscape.

Customizable SiC
You May Also Interest
-
![]()
Основные экспортеры SiC в Азии для международной торговли
Ключевые экспортеры SiC в Азии для международной торговли В быстро развивающемся ландшафте передовых материалов карбид кремния (SiC) выделяется как материал с непревзойденными характеристиками. Его исключительные свойства делают его незаменимым в целом ряде сложных промышленных применений. Для предприятий, ищущих надежные и высококачественные продукты из карбида кремния, понимание ключевых игроков и регионов…
-
![]()
Подложки из SiC: ключ к достижениям в области электронных устройств
Подложки из SiC: Ключ к достижениям в области электронных устройств Введение: Ключевая роль подложек из SiC В быстро развивающемся ландшафте высокопроизводительных промышленных применений материаловедение играет решающую роль. Среди передовых материалов выделяется карбид кремния (SiC), особенно в форме подложек из SiC. Эти подложки — не просто базовые слои; они являются критическими факторами…
-
![]()
Инновации в области SiC через университетские исследовательские ссылки
Инновации в области SiC через университетские исследовательские ссылки В быстро развивающемся ландшафте передовых материалов карбид кремния (SiC) выделяется как настоящая игра-перемена. Его непревзойденные свойства делают его незаменимым в целом ряде сложных промышленных применений, от передовых технологий производства полупроводников до экстремальных условий аэрокосмической промышленности и атомной энергетики. Но что…



